

联系电话:150-4935-1888
+
 微信号:DLX538538
微信号:DLX538538

微信号:DLX538538








箱型梁
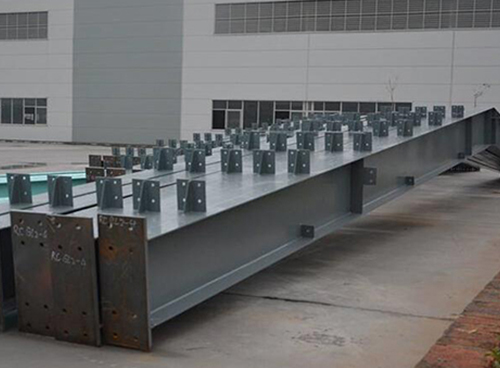
箱型梁组装焊接工艺
U型胎架由20#工字钢和16#槽钢组成,每隔一米放置一个,用光学仪器校正后固定。
在宽板和窄板上划线,标明隔板上下口的位置。
将其中一块窄板放置在胎架底部,两侧放置宽板和内隔板,调整后用定位焊固定(注:衬板也应固定在内部)
将一块窄板与两块宽板U型组合,吊下,用气保焊焊接隔板。
盖上另一块窄板,闭合成箱型梁,在完全焊接范围内的四个焊缝上用气保焊,并在四个长焊缝的两端安装引弧板。
箱型梁供应商将组装好的箱型梁吊在龙门自动埋弧焊机的料架上,调整焊头,焊接二次主焊缝。然后将其他两个主焊缝翻转180°焊接。二次焊缝采用同时焊接工艺,减少焊接变形,只需校正个别箱型梁即可转入下一道工序。
钻隔板处熔化嘴焊孔,焊接熔化嘴电渣。
焊接完成后,初步检查箱型梁形状尺寸,用超声波检测。符合标准后,将箱型梁放在平台上,确认其长度。然后进行坡口,保证钢柱两端与中心线的垂直度。
安装连接板,注意以眼孔中心为定位点,制作专用定位模块,保证眼孔与箱型梁的距离。
焊接完成后,应清除焊渣、焊瘤等,对未焊满或有气孔的焊缝进行修补。
对需要焊接的部位采用超声波探伤,或采用X射线辅助探伤。
箱型梁与H型钢梁组装,检查其穿孔率和轴线尺寸。
检验合格后转入抛丸。涂装过程中,注意浇筑混凝土部位和现场连接部位不得涂装。
U型胎架由20#工字钢和16#槽钢组成,每隔一米放置一个,用光学仪器校正后固定。
在宽板和窄板上划线,标明隔板上下口的位置。
将其中一块窄板放置在胎架底部,两侧放置宽板和内隔板,调整后用定位焊固定(注:衬板也应固定在内部)
将一块窄板与两块宽板U型组合,吊下,用气保焊焊接隔板。
盖上另一块窄板,闭合成箱型梁,在完全焊接范围内的四个焊缝上用气保焊,并在四个长焊缝的两端安装引弧板。
箱型梁供应商将组装好的箱型梁吊在龙门自动埋弧焊机的料架上,调整焊头,焊接二次主焊缝。然后将其他两个主焊缝翻转180°焊接。二次焊缝采用同时焊接工艺,减少焊接变形,只需校正个别箱型梁即可转入下一道工序。
钻隔板处熔化嘴焊孔,焊接熔化嘴电渣。
焊接完成后,初步检查箱型梁形状尺寸,用超声波检测。符合标准后,将箱型梁放在平台上,确认其长度。然后进行坡口,保证钢柱两端与中心线的垂直度。
安装连接板,注意以眼孔中心为定位点,制作专用定位模块,保证眼孔与箱型梁的距离。
焊接完成后,应清除焊渣、焊瘤等,对未焊满或有气孔的焊缝进行修补。
对需要焊接的部位采用超声波探伤,或采用X射线辅助探伤。
箱型梁与H型钢梁组装,检查其穿孔率和轴线尺寸。
检验合格后转入抛丸。涂装过程中,注意浇筑混凝土部位和现场连接部位不得涂装。
对箱型梁进行编号、分类,按施工方案位置分区堆放,方便发货和现场安装。

(此内容由www.nmhfgg.cn提供)
相关文章
相关产品





联系方式
- 内蒙古皓丰钢结构工程有限公司
- 电话:0472-4199666 0472-4199888
- 网址:www.nmhfgg.cn
- 地址:内蒙古包头市东河区巴彦塔拉东大街与南绕城交叉口南3.5公里处东坝湿地庄园东200米
网站二维码
 微信公众平台
微信公众平台  蒙公网安备15020202000320号 网站地图 蒙公网安备15020202000320号 网站地图 |
| 热门搜索:内蒙古钢结构施工,内蒙古钢结构厂房,内蒙古钢结构加工,内蒙古钢结构工程,内蒙古钢结构厂家,内蒙古钢结构网架,内蒙古钢结构煤棚,包头钢结构施工,包头钢结构厂家,包头钢结构加工,包头钢结构厂房,包头钢结构网架,包头钢结构煤棚,呼和浩特钢结构厂房,呼市钢结构加工,呼市钢结构厂家,呼市钢结构施工,呼市钢结构网架,呼和浩特钢结构煤棚,呼和浩特钢结构网架,呼和浩特钢结构加工,呼和浩特钢结构施工,呼和浩特钢结构厂家,巴彦淖尔钢结构施工,巴彦淖尔钢结构厂房,鄂尔多斯钢结构加工,集宁钢结构厂家,榆林钢结构网架价格,陕西钢结构煤棚厂家,准格尔旗钢结构厂房安装,鄂尔多斯管桁架,鄂尔多斯网架 |
| 版权声明:本网站所刊内容未经本网站及作者本人许可,不得下载、转载或建立镜像等,违者本网站将追究其法律责任。 |
| 本网站所用文字图片部分来源于公共网络或者素材网站,凡图文未署名者均为原始状况,但作者发现后可告知认领,我们仍会及时署名或依照作者本人意愿处理,如未及时联系本站,本网站不承担任何责任。 |
 添加微信
添加微信
 电话咨询
电话咨询