

联系电话:150-4935-1888
+
 微信号:DLX538538
微信号:DLX538538

微信号:DLX538538








包头钢结构箱型柱加工制作
来源:www.nmhfgg.cn 发布时间:2022年12月05日
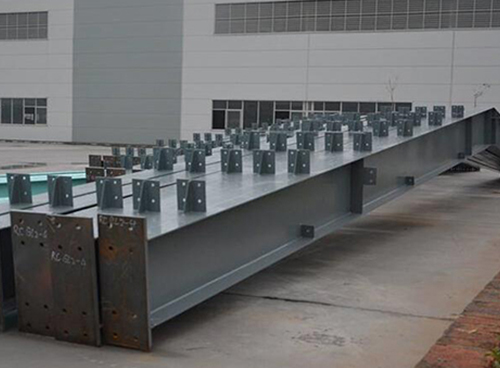
包头钢结构箱型柱加工制作
包头钢结构箱型柱由四块钢板焊接而成,制造工艺与焊接H型钢大致相同。
1.以上盖板作为装配基准,根据施工图纸的要求,在其装配面上放置隔板和侧腹板装配线,并用样品冲洗标志。
2.先组装上盖板和隔板,组装在轮胎模具上,组装后,完成焊接才能进行下道工序。
3.腹板组装前应检查腹板的平直度,组装时应采用一个方向组装,先定位中部加劲板,再定位腹板。
4.整个箱体结构组装在U型结构完成后进行。纠正U型结构腹板的边缘,使其不均匀〈L/1000,然后将腹板组装定位线放在下盖板上,翻转与U型结构组装,采用一个方向组装,定位点焊采用对称焊接法。
5.隔板一侧采用电渣压力焊接,电渣压力焊接采用专用设备。
*免责声明:转载内容均来自于网络,如有异议请及时联系,本人将予以删除。
包头钢结构箱型柱由四块钢板焊接而成,制造工艺与焊接H型钢大致相同。
包头钢结构箱型柱切割采用数控火焰切割机,边坡切割方法为碳弧气切割K边坡,矫直校正后,为保障柱板组装准,需要制备组装轮胎膜,组装顺序为:先以上盖板为基准,然后释放水平隔板和侧腹板装配线,组装焊接后,主体焊接采用埋地电弧自动焊接,电焊机手动焊接加强板焊接,隔板焊接电渣压力焊接方法,焊接设置电弧板。箱型柱焊接完成后,矫直矫正,然后用端铣床切割端部。箱型柱涂层严格按照标准进行除锈、刷油。箱型柱制作完成后,由专职质检人员进行检验和编号。箱型柱的生产和组装是关键,其组装工艺如下:

1.以上盖板作为装配基准,根据施工图纸的要求,在其装配面上放置隔板和侧腹板装配线,并用样品冲洗标志。
2.先组装上盖板和隔板,组装在轮胎模具上,组装后,完成焊接才能进行下道工序。
3.腹板组装前应检查腹板的平直度,组装时应采用一个方向组装,先定位中部加劲板,再定位腹板。
4.整个箱体结构组装在U型结构完成后进行。纠正U型结构腹板的边缘,使其不均匀〈L/1000,然后将腹板组装定位线放在下盖板上,翻转与U型结构组装,采用一个方向组装,定位点焊采用对称焊接法。
5.隔板一侧采用电渣压力焊接,电渣压力焊接采用专用设备。
*免责声明:转载内容均来自于网络,如有异议请及时联系,本人将予以删除。
上一条:
内蒙古钢结构工程施工规范
下一条:
内蒙古钢结构一般需要涂几层油漆?





 微信公众平台
微信公众平台
 添加微信
添加微信
 电话咨询
电话咨询